Metal Additive Manufacturing (AM) or 3D printing of metals utilizes feed stock supply of either wire or powders.
The 3 main methods or processes for metal AM are:
-
Powder Bed Processes – SLS/SLM & EBM
-
Directed Energy Deposition Processes using powders – LENS, LMD(p) etc.
Directed Energy Deposition Processes using wires– LMD(w) & EBAM
The abbreviations are elaborated below:
-
SLS= Selective Laser Sintering
-
SLM= Selective Laser Melting
-
EBM= Electron Beam Melting
-
LENS= Laser Engineering Net Shape
-
LMD(p)= Laser Metal Deposition (powder)
-
LMD(w)=Laser Metal Deposition (wire)
-
EBAM= Electron Beam Additive Manufacturing
3D Printing of Metal Parts
Powder Bed AM Processes
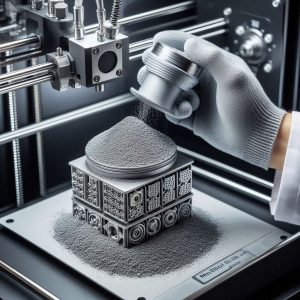
As the name of the process implies, they use metal powders as their feedstock.
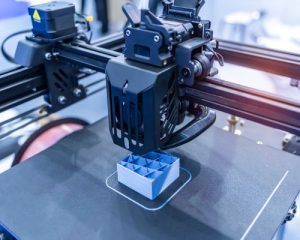
SLS & SLM processes are interchangeable terms and refer to Laser 3D printing using metal powders. An evenly spread powder base is made, and a laser beam is passed along the X & Y axes across the powder bed. The function of laser beam is to sinter or fuse (melt) the particles of powder to form a solid. As each layer is melted, a roller in the equipment levels the powder surface for the next layer for sintering. Naturally each layer gets fused, and a 3D formation is obtained in the sealed building chamber which is kept oxygen free by presence of an inert gas. The sealing also allows maintaining melting temperature of the powder alloy used. The final 3D printed part is freed from the excess of the metal powder. The powder can be re-used subject to quality checks.
Advantage of this method is that the powder bed serves as an in-process support structure for overhangs and undercuts. Thus, highly complex shapes with high geometrical accuracy of +/- 0.05 mm can be manufactured with this type of process which separates this AM technology from the others.
Disadvantage is the porosity of the parts obtained by this process. Thus, Hot Isotactic Processing (HIP) or infiltrating the pores with another material needs to be done for achieving density & improve mechanical properties. Also cost & quality of inert gas required are of extreme importance.
EBM: The difference between SLS/SLM & EBM is in the heat source that is used. EBM uses electron beam for melting in place of laser beam & thus it becomes imperative to use vacuum.
EBM process is slow and expensive as compared to SLS/SLM.
However, it is very effective in production of medical implants.
All powder bed processes have the disadvantage in that, the deposition rate is very low & the size of the fabricated component is limited to the bed size. This restricts its application to relatively small components; typically less than 400 x 400 x 400 mm (15.7 x 15.7 x 15.7 inches) in length, width and height.
Directed Energy Deposition AM Processes
These processes can advantageously either use powder or wire as feedstock.
In general, Directed Energy Deposition (DED) utilizes focused energy (either an electron beam or laser beam) to fuse materials by melting as the material is being deposited.
Powder fed DED
In powder fed DED systems, (LMD & LENS), the powder is blown thru a nozzle, which is melted by a laser beam on the surface of the part.
These can be called as “blown powder” AM processes These processes are high precision & based on an automated deposition of a layer of material with a thickness varying between 0.1 mm and a few mm. The metallurgical bonding of the cladding material with the base material & absence of undercutting are some unique features of this process. The process is different from welding method in that a low heat input penetrates the substrate.
Wire fed DED
LMD(w) uses laser-based wire feed systems in this a feed wire goes through a nozzle & is melted by a laser, in presence of inert gas shielding in either an open environment (gas surrounding the laser), or in a sealed gas enclosure or building chamber. This process provides higher deposition rates as compared with powder bed and blown powder DED.
Electron Beam Additive Manufacturing (EBAM) Process
 The EBAM is a proprietary process that uses wire feedstock & electron beam gun as heat source.
The EBAM is a proprietary process that uses wire feedstock & electron beam gun as heat source.
It produces 3D metal components layer by layer inside a vacuum chamber. The component is heat treated & machined subsequently. This is a scalable process and can make components from mm to meters in size, the limiting factor being the size of vacuum chamber.
Applications of EBAM process to manufacture components:
-
Titanium propellant tanks
-
Building jet engine knife edge seals
-
Titanium structural components for fighter planes
-
Highly engineered and critical metallic systems for defence equipment
Advantages of using EBAM as compared to other metal AM processes & powders:
-
EBAM provides consistent part geometry, mechanical properties, microstructure, metal chemistry from the first part to the last part.
-
EBAM gross deposition rates range from about 3.2 to 18 kg of metal per hour, depending upon the selected material & part features.
-
Deposition rate of laser-based wire feed is 48.0 g/minute equal to 2.9 kg per hour
-
Typical SLM and EBM metal powder AM approaches, on the other hand, produce only 0.1 to 0.2 kg per hour.
-
Powder-fed laser directed energy deposition methods (i.e. blown powder methods) can achieve a maximum output of around 2.27 kg per hour.
-
EBAM can produce high quality, very large metal structures, larger than 19 feet (6 meters) in length, with very little material waste. (Using metal powder, one would typically require 5 times the powder volume to build the part, with the majority of the material going unused, which has to be reclaimed or discarded, adding to costs)
Comparing the feedstocks: Wire and Powder
Generally, AM users can use either wires or powders as the feedstock depending on the application. Some wire alloys that can be used as feedstock in metal 3D printing:
-
Titanium and Titanium Alloys
-
Inconel 600, 625, 718
-
Nickel and Copper Nickel Alloys
-
Stainless Steels 300 Series
-
Aluminum Alloys 1100, 2318, 2319, 3000 Series, 4043, 4047, 5183, 5356, 5554, 5556
-
Alloy Steels
-
Cobalt Alloys
-
4340 Steel
-
Zircalloy
-
Tantalum
-
Tungsten
-
Niobium
-
Molybdenum
An important consideration is the cost. The powders are more expensive than wires and hence cost of producing each component. However, the critical requirements of the components remain a key to use of either feedstock. Some examples: AM grade Ti6Al4V powder is about 140% more expensive that a Ti6Al4V wire. Tantalum powder is about 7% more expensive than the wire. AM grade Inconel 625, SS 316 powders are almost twice the cost of their wire forms.
Another important consideration is the safety of use of metal powders. Fine powders are harmful to health & if a person is exposed, breathing difficulties can occur. Thus, specialized breathing apparatus needs to be worn by the workers. Environment control, ventilation & trapping the dust becomes of prime importance while using powders. Powders of aluminium & titanium are inflammable.
The advantage of using metal wire over powder-based laser sintering is that the strength of the fabricated AM components is better than the ones obtained by compacted powders. As laser sintering processes have low deposition rates, this method is unsuitable for making larger objects like those used in aircraft engines, air frame structures or other large mechanical systems. Thus, fire feed systems pose no barrier to industries which require rapid, large parts without deviation for their production needs.
EBAM can also incorporate multiple wire feed nozzles with a single Electron Beam. This allows simultaneous feed, independent controls and also allows using 2 or more different metal alloys to get molten into a single pol which is ideal for creating “super alloy” parts or even ingots. Thus, one can change material compositions & allow to create a new generation of alloys and functionally graded materials (FGM) for potential material performance advantages that are usually unavailable.
This strategy allows different alloy mixtures in different locations on the part as determined by part function. One can also use different wire gauges to allow heavy deposition for gross features, while also allowing fine deposition features to be produced with thinner wire. These process advantages are not available with the powder bed or “blown powder” AM processes.